Фаска



Фа́ска — конструктивний елемент у вигляді скошеної частини гострого ребра чи окрайки на металевих, дерев'яних та інших виробах.
Призначення фасок[ред. | ред. код]
Фаски виконують з метою спрощення складання, правильного заходження мітчиків та плашок при нарізанні нарізі (різі), запобігання пораненням гострою окрайкою при складанні чи використанні деталі, надання виробу естетичного вигляду тощо.
Так, наприклад в машинобудуванні, фаска кріпильного отвору зазвичай має форму конічної поверхні, що зрізує окрайку, утворену торцевою поверхнею і власне циліндричною поверхнею отвору. Кут скосу фаски обирається виходячи з конструктивних цілей, але найчастіше встановлюється рівним 45°. При посадці з натягом рекомендований кут скосу на валу і втулці становить 10°.
Фаска (оброблення окрайок) у зварювальній справі призначена для створення зварювальної ванни між двома товстими металевими листами, таким чином дозволяючи обійти обмеження максимальної товщини області проварювання, і зварити ці листи з утворенням якісного з'єднання. Кут і форма поверхні фаски вибирається з ряду технологічних і конструктивних параметрів, найчастіше застосовуються фаски з криволінійною поверхнею.
Позначення фасок на креслениках[ред. | ред. код]
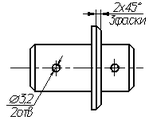
Для позначення фасок з кутом 45° застосовують умовний напис, в якому перша цифра вказує довжину катета фаски у міліметрах, а друга — значення кута. Наприклад, 2×45°.
Розміри фасок і правила їх вказання на креслениках стандартизовані. Згідно з ДСТУ ГОСТ 2.307:2013 [1], розміри фасок під кутом 45° наносять, як показано на рисунку. Допускається вказувати розміри не зображеної на кресленику фаски під кутом 45°, розмір якої в масштабі кресленика 1 мм і менше, на полиці лінії-винесення. Розміри однакових фасок наносять один раз із зазначенням їх кількості.
Розмір катета c фаски вибирають за ГОСТ 10948—64 [2] з наступного ряду чисел: 0,10; (0,12); 0,16; (0,20); 0,25; (0,30); 0,40; (0,50), 0.60; (0,80); 1,0; (1,2); 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; (12); 16; (20) і до 250 мм. Розміри без дужок є переважними.
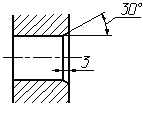
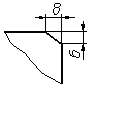
Розміри фасок під іншими кутами (зазвичай 15, 30 і 60°) вказують за загальними правилами — лінійним і кутовим розмірами або двома лінійними розмірами.
- Позначення фасок на креслениках
-
 Типове позначення фасок
Типове позначення фасок -
 Позначення не зображених фасок
Позначення не зображених фасок -
 Позначення однакових фасок
Позначення однакових фасок -
 Позначення фаски лінійним і кутовим розмірами
Позначення фаски лінійним і кутовим розмірами -
 Позначення фаски двома лінійними розмірами
Позначення фаски двома лінійними розмірами





Див. також[ред. | ред. код]
Примітки[ред. | ред. код]
Джерела[ред. | ред. код]
- Павлище В. Основи конструювання та розрахунок деталей машин: Підручник. Львів: Афіша, 2003. — 560 с.
- Коновалюк Д. М., Ковальчук Р. М. Деталі машин: Підручник. — Вид. 2-ге. — К.: Кондор, 2004 — 584 с. — ISBN 966-7982-22-X
- Орлов П. И. Основы конструрования. Спрвочно-методическое пособие. в 2-х кн. — М.: Машиностроение, 1988.