Волочіння


Волочі́ння — спосіб обробки металів тиском, що полягає у протягуванні вальцьованих або пресованих заготовок крізь отвір, поперечний переріз якого менший за поперечний переріз заготовки, а конфігурація отвору формує заданий профіль виробу.
При волочінні оброблюваний метал протягується через отвір у матриці або філь’єрі, що поступово звужується. У результаті волочіння зменшується площа поперечного перерізу, але збільшується довжина заготовки. Волочіння застосовують у тому випадку, коли треба отримати точні розміри, зберігши при цьому високі фізико-хімічні властивості матеріалу виробу. Цей процес застосовують для отримання тонкостінних труб, виготовлених попередньо прокатуванням або пресуванням, тонкого дроту діаметром 0,01…5мм, каліброваних прутків, фасонних профілів, з яких шляхом розрізання отримують потім готові деталі – призматичні й сегментні шпонки, опорні призми, шліцьові валки та ін.Якщо вихідний переріз потрібно значно зменшити, то волочіння повторюють декілька разів (наприклад, для тонкого дроту до 17 разів), тому що тягове зусилля обмежується міцністю дроту і витяжкою (відношенням площі вихідного поперечного перерізу до кінцевого), яка за прохід від очка до очка може становити від 1,05 до 1,5.
Інструмент для волочіння — волока (або матриця чи волочильна дошка) — має робочий отвір (вічко), що складається з чотирьох зон: вхідної (мастильної), деформувальної, калібрувальної та вихідної. Волоки виготовляють з інструментальних сталей, твердих стопів, а для волочіння дуже тонкого дроту — з технічних алмазів. Набули поширення волочильні дошки із вставними фільєрами. Фільєри з твердих сплавів застосовують при волочінні сталевого дроту діаметром до 0,5 мм; дріт меншого діаметра волочать через рубінові або алмазні фільєри. Тертя ковзання при волочінні зменшують за допомогою змащування мильним порошком, графітом, емульсією на основі мила й оливи. Перед волочінням кінець заготовки загострюють, щоб він міг вільно пройти крізь вічко волоки і для захвату кліщами тягнучого пристрою.
Вироби після волочіння мають точні розміри, задану геометричну форму, чисту та гладку поверхню. Волочіння застосовують переважно для виготовлення дроту малого діаметра (від 4 до 0,01 мм), а також для каліброваних прутків різного профілю і тонких труб з вальцьованої чи пресованої заготовки. Якщо вихідний переріз потрібно значно зменшити, то волочіння повторюють декілька разів (для тонкого дроту до 17 разів), тому що тягове зусилля обмежується міцністю дроту і витяжкою (відношенням площі вихідного поперечного перерізу до кінцевого), яка за прохід від очка до очка може становити від 1,05 до 1,5.
Волочінням виготовляють холодно-тягнуті стальні труби[1], зменшуючи їх діаметр або одночасно діаметр і товщину стінки та зміцнюючи метал. А також змінюють профіль труби з круглого на квадратний, прямокутний, шестикутний чи фасонний. Холодне волочіння труб — основний спосіб виготовлення труб високої точності розмірів за товщиною стінок і зовнішнім діаметром при високій якості поверхні.
Волочіння труб здійснюють трьома способами:
- без оправки для зменшення зовнішнього діаметра труби;
- на вільній оправці: довгій циліндричній (штанзі), коли потрібно зменшити здебільшого товщину стінки або короткій плаваючій оправці з конусом, коли потрібно зменшити внутрішній діаметр. Спосіб використовується при виробництві труб із зовнішнім діаметром 6...20 мм. Швидкість протягування при довжині труби < 450 м становить 450 м/хв;
- на нерухомій оправці для зменшення зовнішнього і внутрішнього діаметрів труби та товщини стінки; при цьому досягають найкращої обробки внутрішньої поверхні труби. Швидкість волочіння 20...140 м/хв.
- Види волочіння труб
-
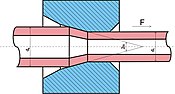 Волочіння без оправки
Волочіння без оправки -
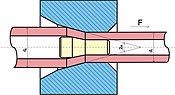 Волочіння з короткою вільною оправкою з конусом
Волочіння з короткою вільною оправкою з конусом -
 Волочіння з нерухомою оправкою
Волочіння з нерухомою оправкою



У волоці дріт наклепується і зміцнюється; для усунення наклепу його відпалюють. При великій кількості пропускань відпалювання повторюють декілька разів. Вальцьовану заготовку перед волочінням також відпалюють і очищають від оксидів травленням. Після волочіння та відпалювання вироби правлять і промаслюють, при потребі лудять або оцинковують.
Обладнання для волочіння — волочильні стани складаються з двох основних частин: робочого інструмента — волоки і тягнучого пристрою для протягування заготовки через волоку. Стани бувають для однократного і багатократного волочіння. Тягнучі пристрої бувають з прямолінійним рухом оброблюваної заготовки (ланцюгові, рейкові, гвинтові) для волочіння прутків і труб (тягове зусилля — до 1500 кН) і барабанні з намотуванням дроту чи інших профілів.
- ↑ ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент.
- Попович В. В. Технологія конструкційних матеріалів і матеріалознавство: [підручник для студ. вищ. навч. закл.] / В. В. Попович, В. В. Попович. – Львів: Світ, 2006. – 624 с. — ISBN 966-603-452-2.
- Матеріалознавство і технологія конструкційних матеріалів / [навч. посібник для учнів проф. навч. зал.] /Хільчевський В. В., Кондратюк С. Є., Степаненко В. О., Лопатько К. Г. К.: Либідь, 2002. – 328 с. — ISBN 966-06-0247-2
- Бучинський М.Я., Горик О.В., Чернявський А.М., Яхін С.В. ОСНОВИ ТВОРЕННЯ МАШИН / [За редакцією О.В. Горика, доктора технічних наук, професора, заслуженого працівника народної освіти України]. – Харків : Вид-во «НТМТ», 2017. — 448 с. : 52 іл. ISBN 978-966-2989-39-7
- Волочильний стан; Волочіння // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 57. — ISBN 978-966-7407-83-4.